
鉄骨製品の外観検査では、完全溶け込み溶接部の検査がメインとなりがちですが、隅肉溶接部も忘れてはいけません。
隅肉溶接はアンダーカットやオーバーラップが出やすいですし、溶接の終端処理はどうすべきか、サイズの大きさはいくらかなど、設計図書の内容を十分に確認して溶接者に伝えなくてはいけません。
また、受入検査で検査者からサイズの大きさを尋ねられた時にはすぐに回答できるように手元に仕様書のデータは持っておきましょう。
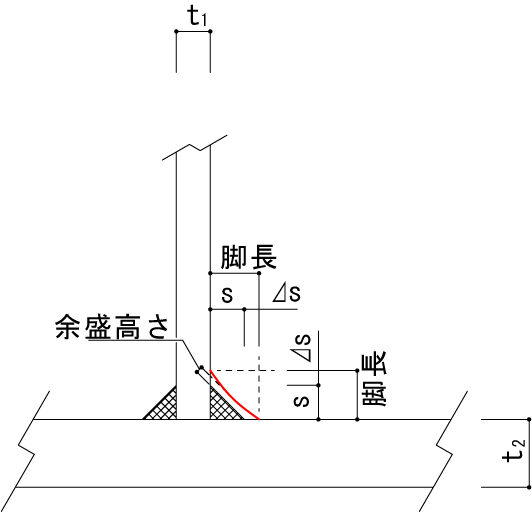
さしあたり押さえておくべき点は「隅肉溶接のサイズ」、「余盛高さ」です。
ちなみに隅肉溶接のサイズは『鉄骨工事技術指針・同解説』では以下のように決められています(ただし、特記ある場合はこの限りではありません)。
 について
について
(原則: $t_1\leq t_2$ の場合)
$s\leq t_1$
($t_1\leq t_2$ かつ $t_1\leq 6mm$ の場合)
$s\leq1.5\times t_1$
かつ
$s\leq 6mm$
($t_1\leq t_2$ かつ $6mm< t_1< 10mm$ の場合)
$s\geq 4mm$
かつ
$s\geq 1.3\times \sqrt{t_2}$
($t_1\leq t_2$ かつ $t_1\geq 10mm$ の場合)
特記による
実例として
シャフトがロ-400×400×16、仕口がH-500×200×10×16の場合であれば隅肉溶接はH鋼のウェブとコラムの溶接部なので、
$t_1=10mm$、$t_2=16mm$
特記がなければ、通常はサイズは10mmということになります。
仮に $t_1=9mm$、$t_2=16mm$ であれば
$s\leq4mm$ かつ
$s=1.3\times\sqrt{16}$
$s=5.2$
であるのでサイズは一の位へ繰り上げて6mmということになります。